Over ons
De SiSCD’s (Sokken in Sandalen Creativity Days) en SiSCE’s (Sokken in Sandalen Creativity Evenings) zijn initiatieven van Sokken in Sandalen en vormen samen een open hackerspace-omgeving waar iedereen kan deelnemen aan projecten rond elektronica, digitale technologie en mechanica.
Deze bijeenkomsten stimuleren het delen van kennis door middel van demonstraties en presentaties, en bieden toegang tot gespecialiseerde gereedschappen en apparatuur om projecten te kunnen realiseren.
Projecten met een elektronische of digitale insteek vormen de kern van de activiteiten. Samenwerkingen tussen meerdere deelnemers worden aangemoedigd en krijgen voorrang bij het gebruik van materiaal, gereedschappen, apparatuur en faciliteiten.
21 maart 2026 - MeshCore, nogmaals
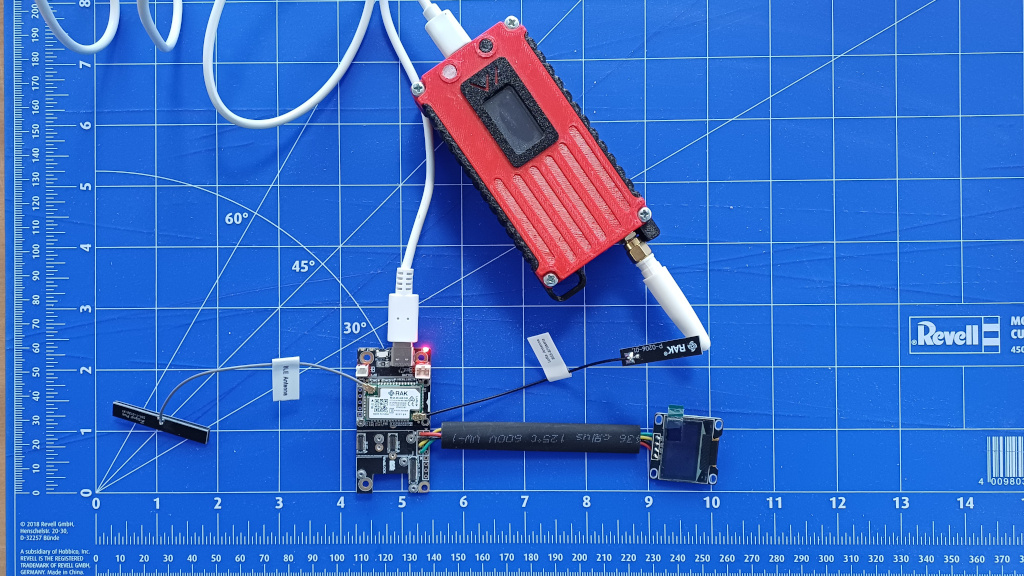
Deze voormiddag hebben we in Lier een MeshCore repeater geplaatst. Maar aan een repeater alleen heb je uiteraard niets. Daarom hebben we ook een MeshCore Companion gebouwd op basis van de XIAO nRF52840 & Wio-SX1262 Kit for Meshtastic.

Onderdelen:
- ge-3d-printe behuizing in PETG (geprint zonder supports)
- ge-3d-printe deksel in PETG (geprint zonder supports)
- ge-3d-printe venster in 'transparant' PETG (geprint met supports)
- 8 moeren M3
- 4 schroeven M3 met verzonken kop, lengte 8mm
- 4 schroeven M3 met verzonken kop, lengte 12mm
- 1 lange schroef M3, lengte minstens 30mm (niet op foto)
- XIAO nRF52840 & Wio-SX1262 Kit for Meshtastic
- Li-Ion batterijlader met batterijbescherming
- Schakelaar 'SS12F15'
- uFL naar SMA pigtail
- 18650 batterijhouder
- JST cable assembly , ik heb voor XH 2.54mm gekozen (niet op foto)
We beginnen met de eenvoudigste stappen:
- Verwijder eventuele bramen eerst uit de uitsparingen voor de M3 moeren, aan de onderkant van de behuizing.
- Plaats de M3 moeren in de daarvoor voorziene uitsparingen. De gemakkelijkste manier is om de lange M3 schroef door het gat aan de andere zijde te steken (schuif wel eerst een rondel over de schroef), de moer er langs de onderkant op draaien en dan de schroef langzaam aandraaien tot de moer volledig in de uitsparing getrokken is.
- Klik het ledvenstertje in de behuizing.

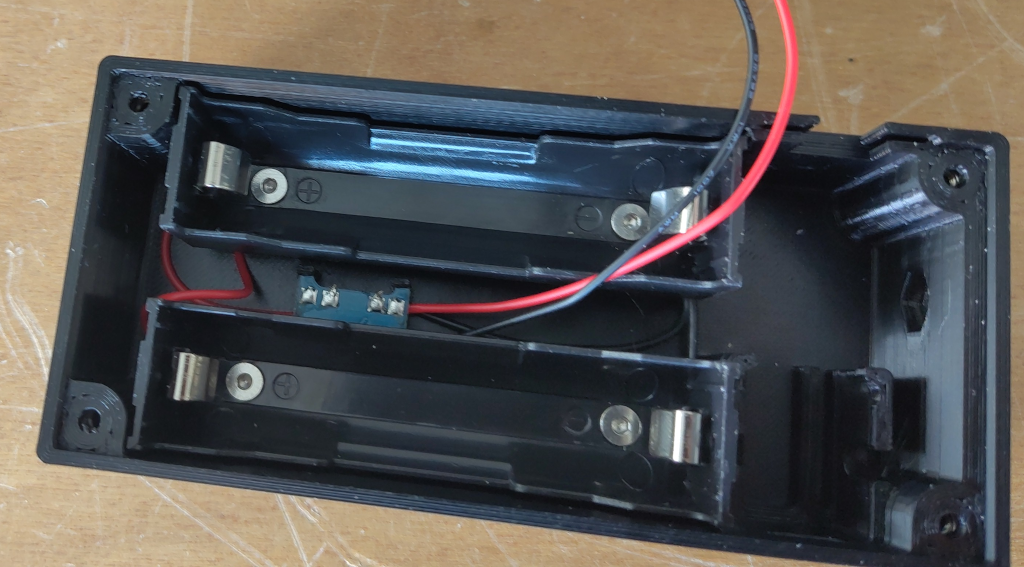
Soldeer eerst de bedrading aan de batterijhouders, de batterijlader en de schakelaar. De draden tussen de batterijhouders onderling en naar de batterlijlader zijn zo'n 6-8cm lang. De batterijhouders worden uiteraard aan de 'B' aansluitingen gesoldeerd. Soldeer 1 kant van de JST kabel aan de 'M' aanslutingen. Soldeer de schakeleer aan de kant van de stekker in de rode draad.
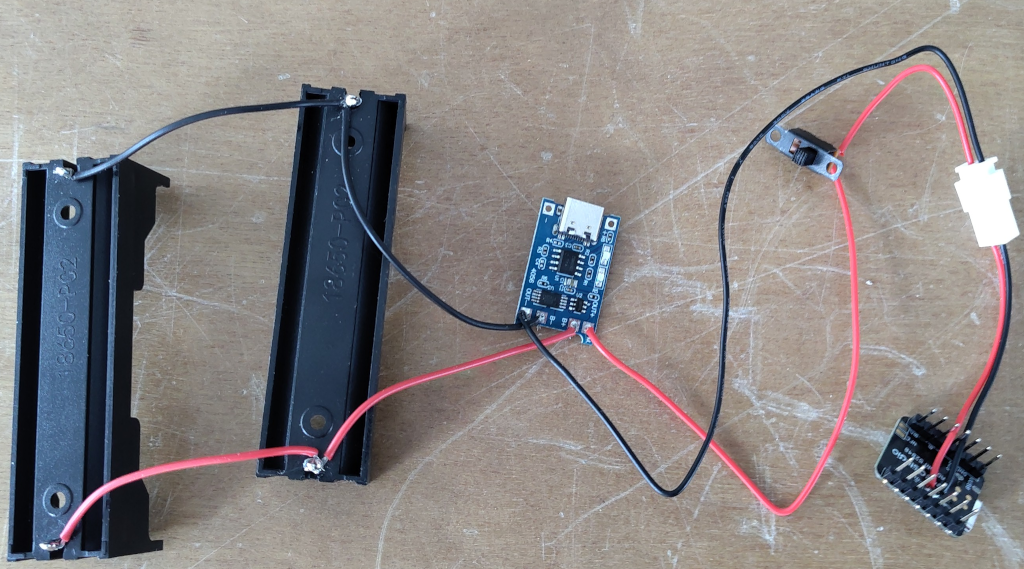
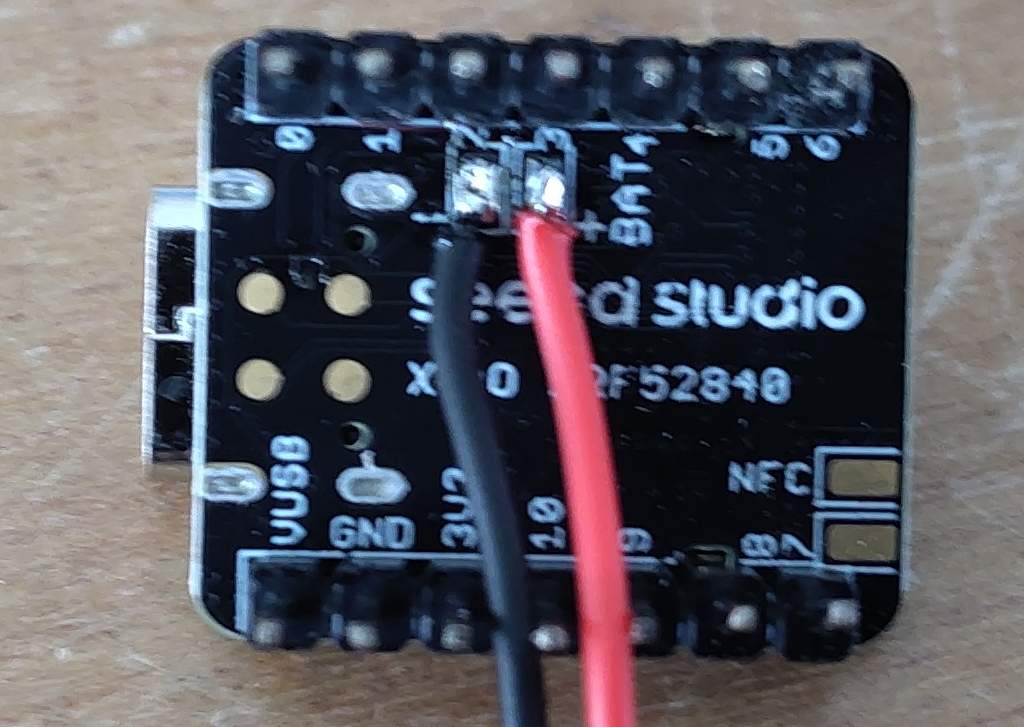
Soldeer de andere kant van de JST kabel zeer voorzichting op de batterij aansluitingen van de nRF52840 module. Deze kant van de JST kabel kan ingekort worden tot zo'n 5 cm.
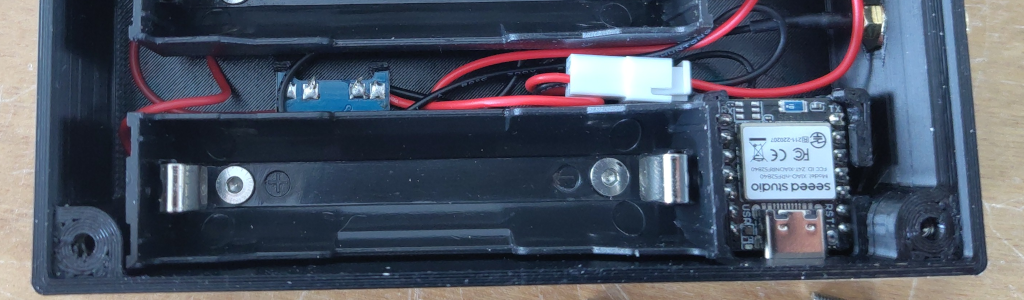
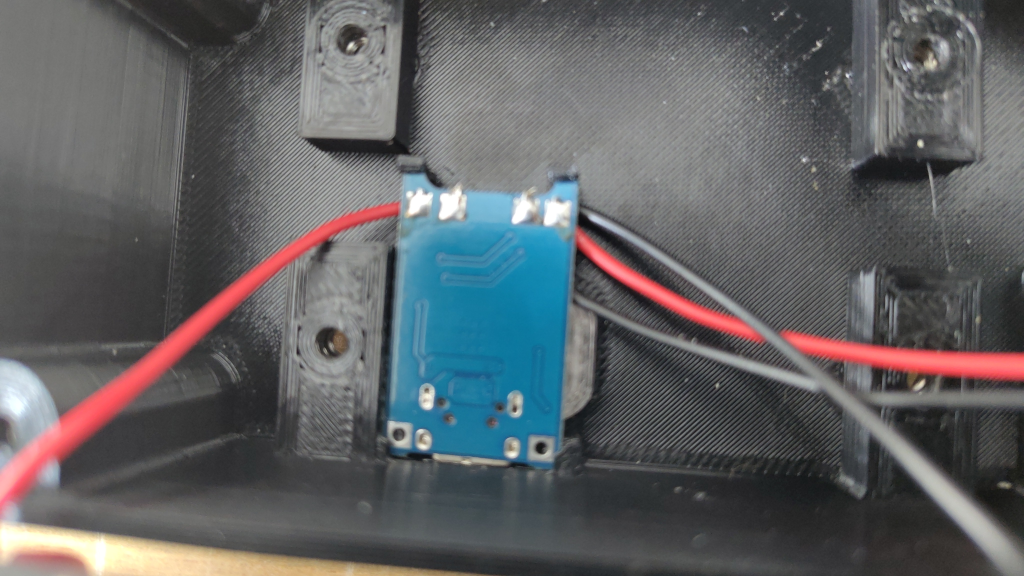
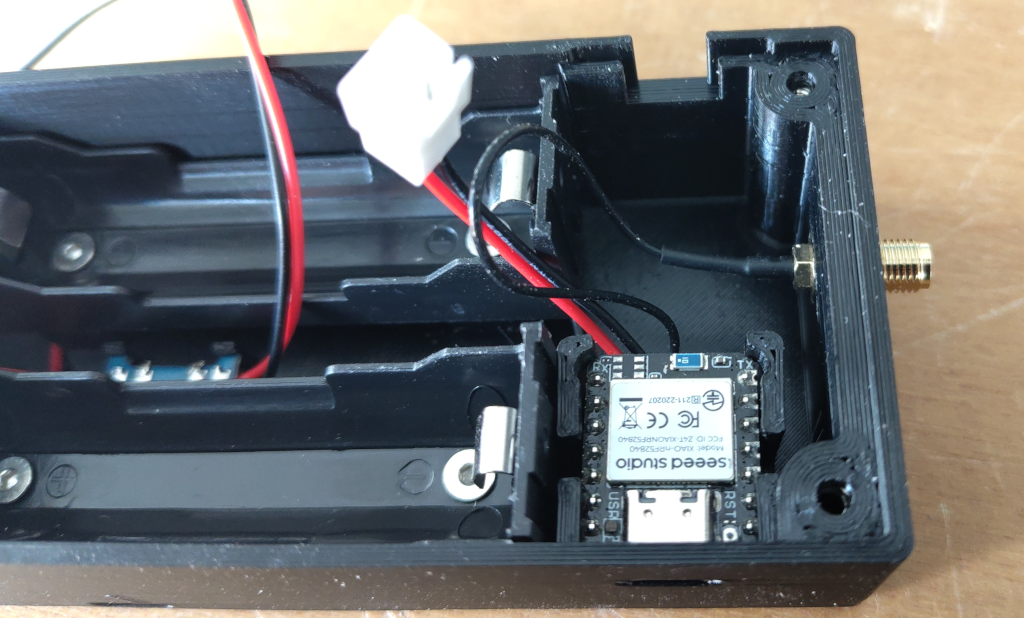
Koppel de 2 kanten van de JST kabel nog niet aan elkaar, We plaatsen eerst de batterlijlader module in de behuizing. In de behuizing is aan de USB kant van het laadbordje een kleine inkeping voorzien, controleer of er geen bramen zijn en schuif het bordje daar in. Zie dat de draden goed onder het bordje liggen. Druk het bordje zachtjes aan en duw met een fijne schroeven draaier de klemmetjes aan de andere kant beurtelings voorzichtig open. Het laadbordje zal op zijn plaats vastklikken.
Daarna kunnen de batterijhouders op hun plaats vast gezet worden met de 8mm M3 schroeven.
Dan is het de beurt aan de SeeedStudio module om geplaatst te worden. Vervang de bijgeleverde antenne eerst VOORZICHTIG door de uFL naar SMA pigtail. Zet de module in de open ruimte rechts van de batterijen en duw deze voorzichtig naar beneden terwijl je de klemmetjes een beetje open houdt. Voor deze stap kan het helpen om de onderste batterijhouder even weer los te maken.
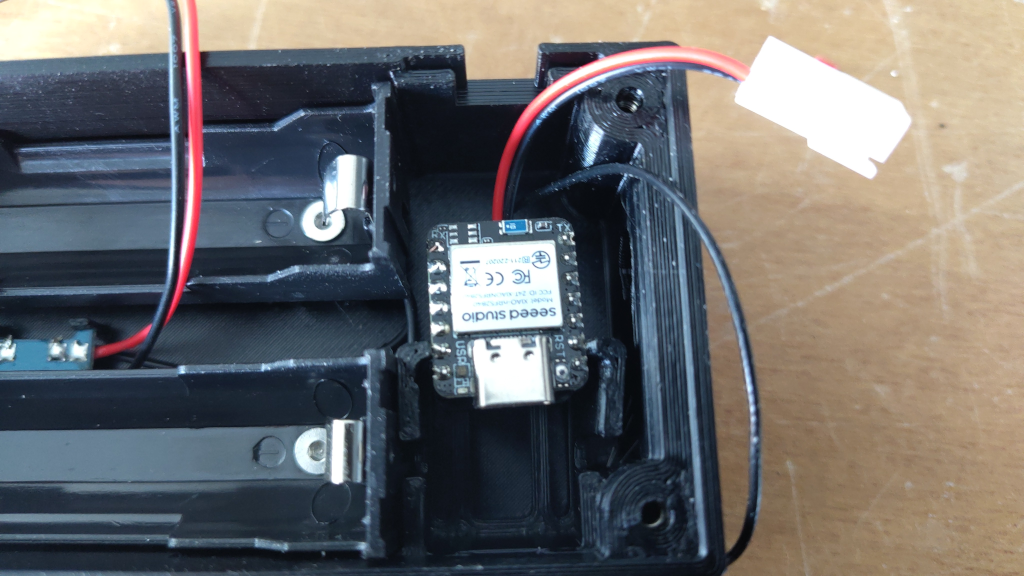
Duw de module verder naar beneden tot deze op zijn plaats klikt.
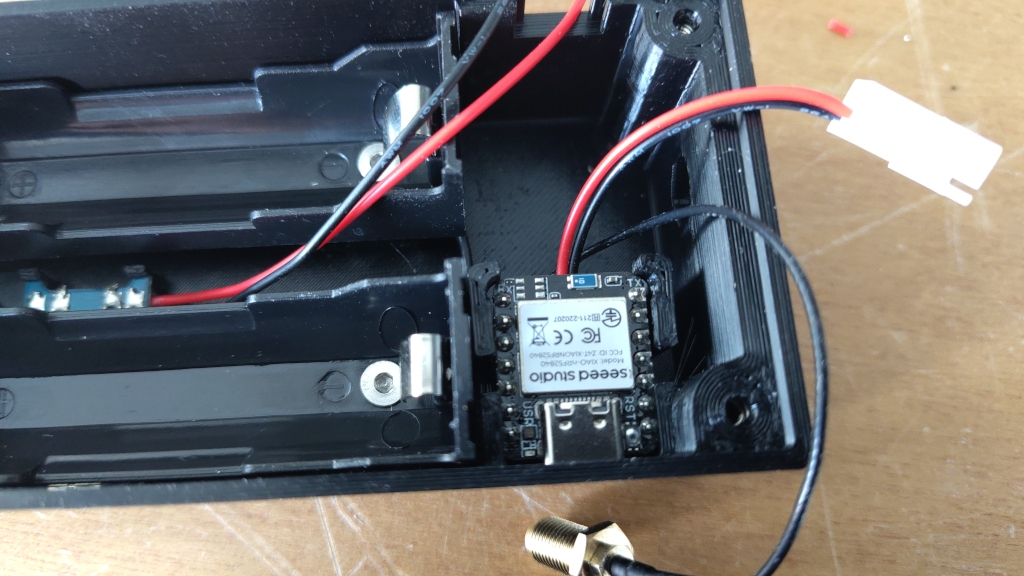
Plaats de SMA connector in het voorziene gat en trek deze voorzichting aan met de bijgeleverde moer en rondel.
Steek de schakelaar in de uitsparing, koppel de 2 delen van de JST kabel aan elkaar en berg ze netjes op.
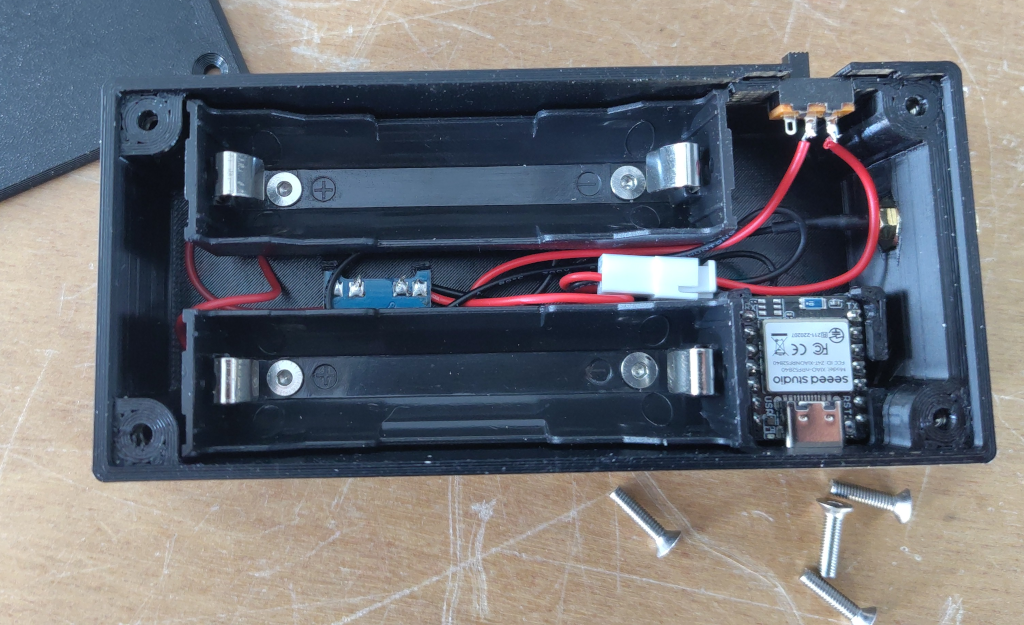
Plaats 18650 batterijen in de houders, laad ze op via het laadbord. Wanneer ze volledig opgeladen zijn wordt dit aangegeven met een blauwe led.

MeshCore
MeshCore (Wiki) is een open-source zelf organiserend mesh-protocol network ontworpen voor off-grid, low-power tekst communicatie over lange afstand.
Het maakt gebruik van LoRa radio. Wat toelaat om over langere afstanden data te versturen met weinig vermogen. Centraal is de 'mesh' structuur in het netwerk. Die functie wordt opgenomen door de 'repeaters'.
MeshCore werkt enkel over het meshnetwerk dat ze zelf maken. Het is dus een vereiste dat er repeaters komen die elkaar kunnen horen. En zoals bij alle radio verbindingen is een hoge locatie altijd interessant.
Deze SenseCAP van Seeed Studio, Met hun batterijen en zonnepanelen, vereisen niets van extra infrastructuur dan een goede plaats in de zon. MeshCore organiseert en (her)structureert zelf zijn netwerk. 
en voor thuis is een kleinere compagnion device voldoende.
CNC controller nu gemonteerd op de CNC machine
Eerder hadden we de MESA 7i96 al getoond. Deze controller in combinatie met LinuxCNC werkt veel beter dan de vorige controller en software. Een broodnodige upgrade om verdere frustraties te voorkomen.
Samen met deze controller is dan ook de rest van de elektrische installatie ingebouwd in een kast zodat deze stof en spaandervrij gehouden wordt.
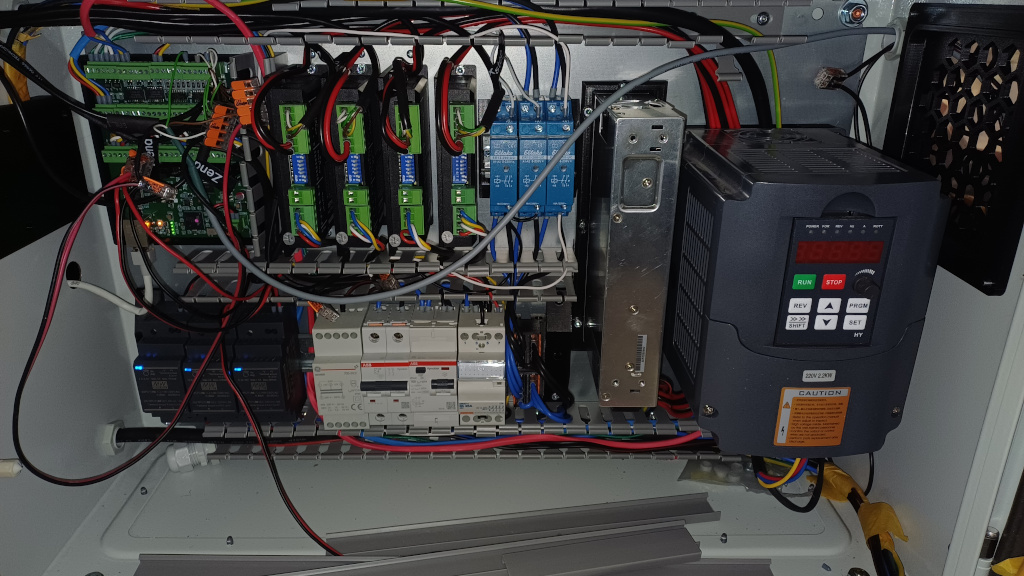
De kabels moeten nog opgekuisd worden, maar het is al operationeel. En met de kast gesloten, is er geen gevaar dat er iets fout gaat door metaalspaanders of dat iemand de 230V vindt.

Met de legplanken er bij is er ruimte om gereedschap in de buurt te houden, maar het tegelijkertijd toch netjes te houden. Nu nog een plaats voor de computer en de CNC is (die was het al wel, maar nu kan het officieel gemaakt worden) klaar voor gebruik.

27 September 2025, Ballonekensstoet
Een lichtstoet die langs SiSCD passeert? Dan moeten we zeker gezien worden!
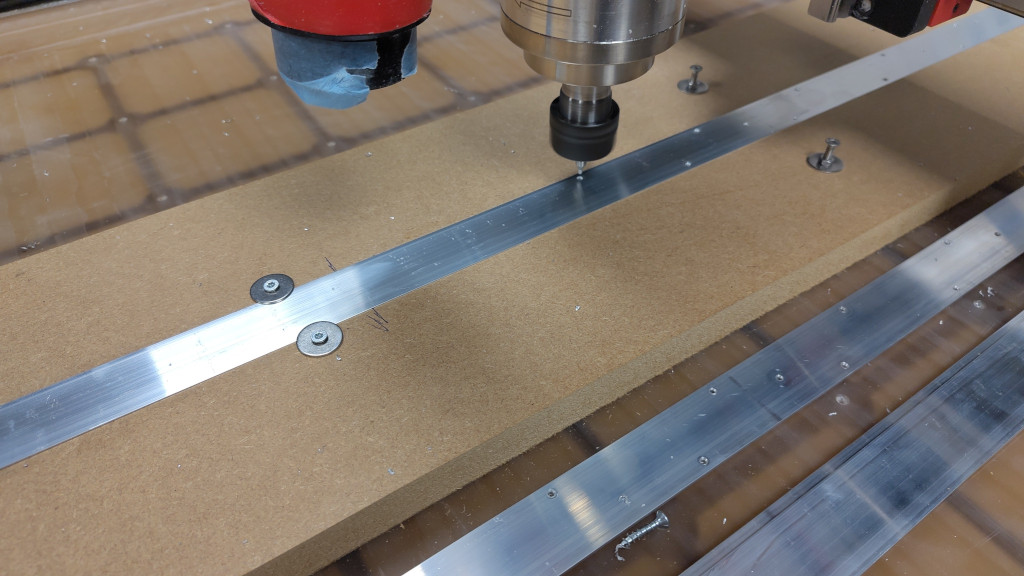
Met onze RatRig boren we op de juiste plaats gaatjes in aluminium latjes,
we monteren daar 120 individueel adresseerbare 3W RGB leds, de L017 van Zedfy , op
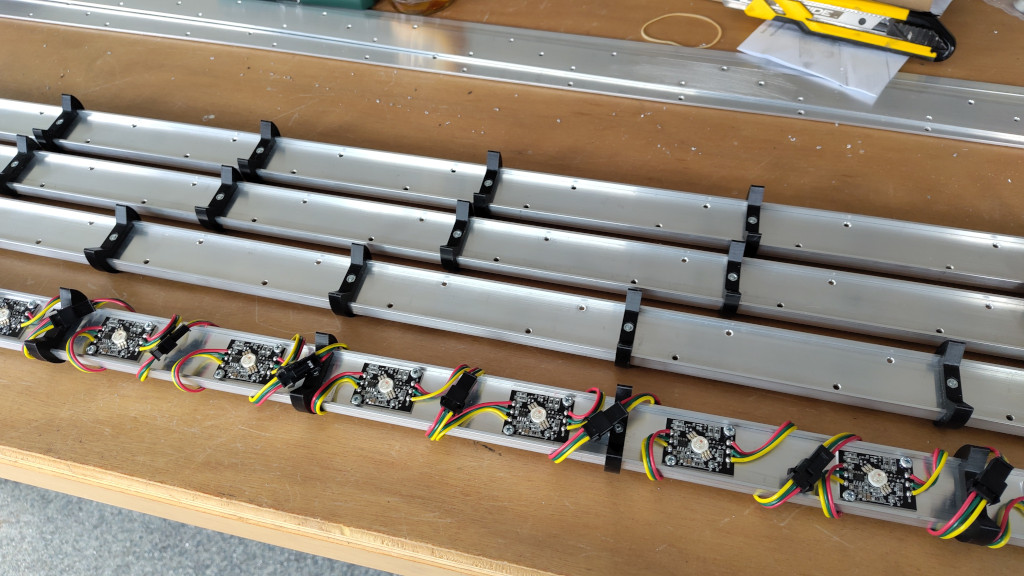
en steken deze in een acryl buis,

dan krijg je dit:
7 Juni 2025, Nieuwe CNC controller
De huidige Blackbox X32 controller en bijbehorende software bevatten nog wat eigenaardigheden en missen features die Linux CNC wel heeft.
Om Linux CNC te kunnen laten samenwerken met de CNC is er echter een andere interface nodig.
In eerste instantie was het plan om alles aan te sturen met LPT (parallelle) poorten, maar met de hoeveelheid aan stappenmotoren en extra's (afzuiging, waterpomp, ...) werd die oplossing ook moeilijk haalbaar.
De oplossing werd gevonden in een MESA 7i96 Controller. Een 5 assige stappen motor aansturing met 17 extra I/O's die via Ethernet aangestuurd wordt.
Dit bord stuurt op zijn beurt de stappenmotor drivers aan die dan de motoren op de CNC laten bewegen. En door de Ethernet connectie, zijn de LPT poorten niet langer nodig. Een bijkomend extra is, dat 1 Linux CNC computer meerdere van deze borden kan aansturen. Waardoor het eenvoudig is om zowel de grote RatRig als de kleine Proxxon MF70 via een en dezelfde computer te besturen. Dat spaart weer wat plaats uit.
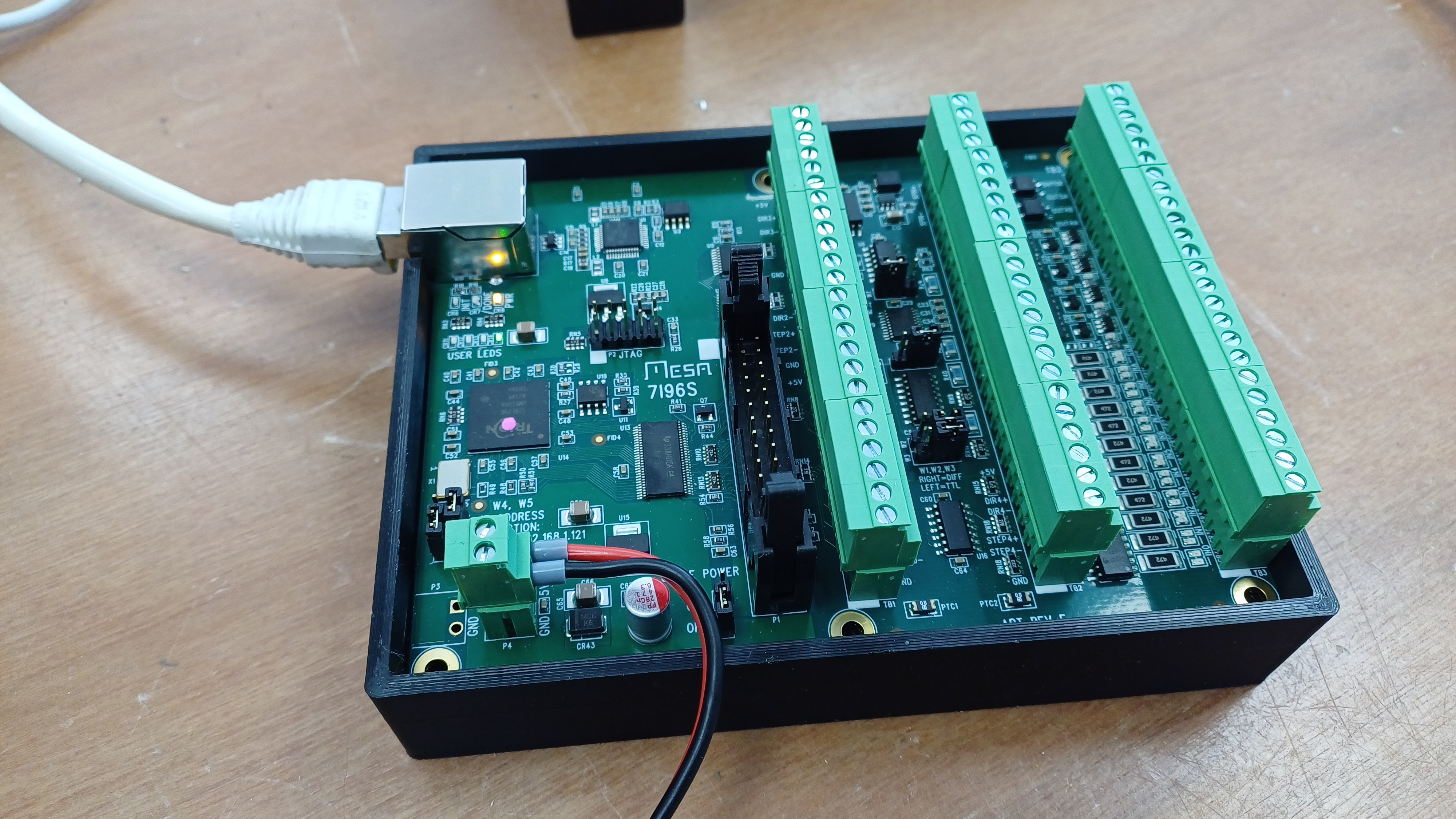
Dit bord wordt, samen met de andere hardware, ingebouwd in een kast die gemonteerd is onder de CNC. Waardoor alles stofdicht afgeschermd is.
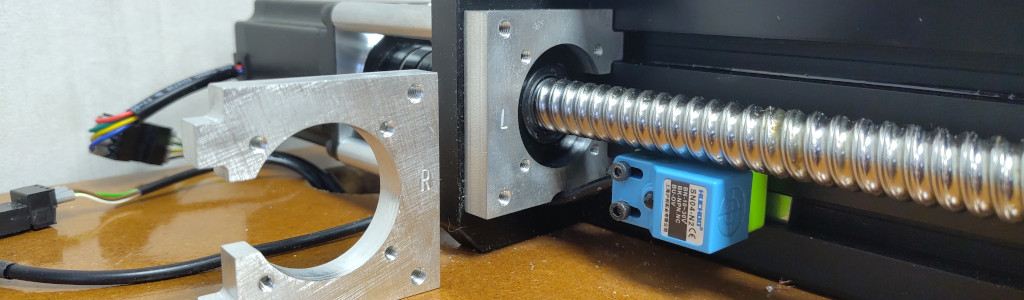
Die lastige moeren
Als je nog volop aan het experimenteren bent met de RatRig zijn die M4 moertjes voor het vaste lager en vooral die ene M5 moer, voor de stappenmotor, in de sleuf van het 40x120 profiel moeilijk vast te houden.
Gelukkig hebben we met de Proxxon MF70 een blokje kunnen frezen om all die moeren te vervangen.
Geen gepruts meer met lange bektangen en weer een hand vrij!